
BACK
 Three Levels of Acid Testing
High-Pressure vs. Low-Pressure Shell Scrolls: A Deeper Dive
Oil Best Practices for HFC and HFO-based Systems
Common Causes of Compressor Failure
Crankcase Heaters
Electronic Leak Detection
The Two OTHER EPA violations
Vacuum Pump Oil
Boiler Basics Part 2 – Components
Why VRF Compressors Die w/ Roman
Nylog, Oil? Where does it go? – Short #238
Catching Up with Fieldpiece and Refrigeration Technologies at AHR
Solving & Preventing Oil Issues in Rack Refrigeration
Things to Keep out of the System – Class
Combustion Basics w/ Benoit Mongeau
Three Levels of Acid Testing
High-Pressure vs. Low-Pressure Shell Scrolls: A Deeper Dive
Oil Best Practices for HFC and HFO-based Systems
Common Causes of Compressor Failure
Crankcase Heaters
Electronic Leak Detection
The Two OTHER EPA violations
Vacuum Pump Oil
Boiler Basics Part 2 – Components
Why VRF Compressors Die w/ Roman
Nylog, Oil? Where does it go? – Short #238
Catching Up with Fieldpiece and Refrigeration Technologies at AHR
Solving & Preventing Oil Issues in Rack Refrigeration
Things to Keep out of the System – Class
Combustion Basics w/ Benoit Mongeau
#oil
Tech Tips:

Anytime we have a compressor failure, we can’t just pull out the bad compressor and drop a new one in. We have to put our detective hats on and find the culprit so that it doesn’t happen again. In many cases, acid is a prime suspect. Whenever there’s acid in the system, the next compressor […]
Read more
I want to share something that came up in a recent discussion with Roman Baugh about VRF systems, and it made me realize I might have had a blind spot regarding scroll compressor designs. We were talking specifics, and he brought up high-pressure shell compressors. My immediate thought was, “Hold on, aren't scrolls low-pressure shell […]
Read more
This tech tip was written by Don Gillis with Chemours. Thanks, Don! The shift to R-410A from R-22 brought some pretty big changes to the industry, including the shift to polyolester (POE) oil. We had been using mineral oil for CFC refrigerants like R-12 and HCFCs like R-22, so we had to update some of […]
Read more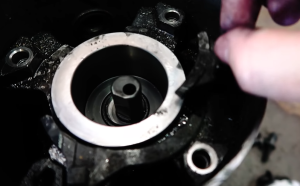
This article was written by Don Gillis, the technical training manager at Chemours. Thanks, Don! Refrigerant compressors are essential components of air conditioning and refrigeration systems, as we all know. They work by compressing refrigerant vapor, which then flows through the system and changes state as pressure and temperature conditions rise and fall. Unfortunately, these […]
Read more
Belly band crankcase heater When I first started in the trade as an apprentice, we worked on many Trane heat pumps that used crankcase heaters. These crankcase heaters slid into the compressor sump on the big orange Tyler reciprocating compressors. They looked like the one in the picture below. It was very common for these […]
Read more
Electronic leak detection is a critical part of any HVAC technician's common practice. Unfortunately, it is also one of the most common sources of misdiagnosis. Here are my tips to make your leak detection more successful: Use Your Senses First and Your Detector Second Before starting to use your detector, STOP! Look for signs of […]
Read more
We all know (or should know) that venting refrigerant is a big no-no and can result in trouble from the EPA. There are many other potential violations, but two of them can easily occur if you aren't thinking ahead at the disposal of mercury and oil. Mercury is found in fairly large quantities in the […]
Read more
This article is written by Sal Hamidi, founder of Productsbypros.com, an innovative manufacturers representative agency that promotes great HVAC/R products through training and media. You can reach Sal at Sal@productsbypros.com. If we are going to discuss vacuum pump oil, it's important to understand what it is first. Most HVAC application vacuum pumps are rotary […]
Read more
This article is the second in a series on boiler basics by senior boiler tech Justin Skinner. Thanks, Justin. There are many types of boilers that do many different things, but almost all of them have some of the same basic components. It's partially because regulatory agencies require them, and other times, it's because they […]
Read moreVideos:

Podcasts:

In this episode, Bryan and Roman dive deep into the world of Variable Refrigerant Flow (VRF) systems, focusing on the persistent issue of compressor failures. VRF technology has evolved, and it has seen a major rise in the North American market since the early 2010s. Roman shares his passion for VRF, tracing its origins […]
Read more
In this short podcast, Bryan answers a listener-submitted question about Nylog, oil, and where you put them when you're making flares. Nylog is a thickened refrigerant oil (which is either POE for Nylog Blue or mineral oil for Nylog Red), and it's miscible with the refrigerant and moves with it through the circuit. You […]
Read more
In this special episode from the 2025 AHR Expo, Bryan brings us two fascinating conversations with industry leaders who are shaping the future of HVAC technology and tools. The episode kicks off with Tony Gonzalez from Fieldpiece celebrating their 35th anniversary. Tony shares his remarkable journey from packaging meters in the warehouse to his […]
Read more
In this HVAC podcast episode, hosts Bryan Orr and Matthew Taylor (refrigeration leader and trainer at Kalos Services) discuss oil management and considerations in supermarket refrigeration systems, with a focus on solving & preventing oil issues. They talk about the importance of stable system operation and how oil flows through both active and passive […]
Read more
This podcast is a class taught by Bryan: Things to Keep Out of the System. He covers some installation best practices along the way to keep contaminants and non-condensable gases out of the system. We want to keep air, water, dirt, copper shavings, solvents, and nitrogen out of an operating system. All we want […]
Read more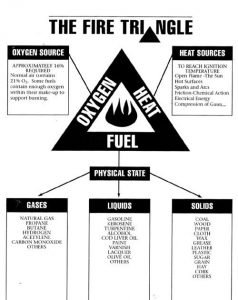
In this episode with BENOÎT MONGEAU, we talk about the components of combustion and what to consider when testing it on a fuel-burning appliance. Combustion requires fuel, oxygen, and a heat source in a correct balance. We call that series of requirements the “combustion triangle.” Once combustion occurs, it is self-sustaining. However, removing one element […]
Read more




